We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies. Learn more.
The Freight Lift Buyer’s Guide: Essential Features for Industrial Efficiency
February 25, 2026
|
Categories: Blogs, Ergonomics, Material Handling, Efficiency
To make the most of floor space, you may need to look up — and that means investing in appropriate material handling equipment. Freight lifts allow warehouses, distribution centers, and manufacturing plants to expand their operational capacity without the massive capital expenditure required for a physical footprint expansion.
As industrial real estate costs continue to climb, a high-quality freight lift allows for greater efficiency and better space utilization. However, the fundamental design of your freight lift certainly impacts your return on investment.
In this guide, we’ll explain how to select a freight lift or Vertical Reciprocating Conveyor (VRC), covering everything from the mechanical differences between lifting technologies to the critical safety features that protect your personnel (and your bottom line).
Understanding the Category: What is a Freight Lift?
In industrial settings, the term freight lift is a broad descriptor for any platform designed to move goods between vertical levels. It’s different from a work positioner (such as a Lift Table or Tilt Table) or a gantry crane, though there can be some overlap.
From a regulatory and engineering perspective, there are important differences between the major categories of freight lifts:
- A freight elevator can transport human workers. It’s subject to strict maintenance and compliance requirements, which we’ll discuss in detail in a moment.
- A Vertical Reciprocating Conveyor moves materials, but it’s not intended for transporting personnel. It’s the industry standard for mezzanine access and multi-story material flow.
A professional-grade freight lift is capable of moving heavy, often palletized, goods with precision and safety. By removing the need for forklifts to travel long distances or navigate steep ramps, freight lifts streamline the entire logistics chain.
The distinction between a lift and an elevator is more than just semantic. It governs which safety codes apply, how much the unit will cost to install, and the frequency of required inspections. For most B2B operations, a VRC is the ideal solution because it provides the heavy-duty lifting capacity required for industrial work without the maintenance requirements of passenger-rated elevators.
Comparing Solutions: VRCs vs. Freight Elevators
The primary difference lies in the safety standards set by the American Society of Mechanical Engineers (ASME). Traditional elevators must comply with ASME A17.1, the Safety Code for Elevators and Escalators.
That code is strict because it accounts for the safety of human passengers. Elevators require deep pits, massive structural reinforcements, and frequent, costly inspections by state authorities.
In contrast, a VRC must follow ASME B20.1, the Safety Standard for Conveyors and Related Equipment. Because people aren’t permitted to ride on a VRC, the engineering requirements focus on material stability and structural integrity. This leads to several advantages for the buyer:
- Lower Initial Investment - A VRC can cost significantly less than an elevator — as a general rule of thumb, between 25 percent and 50 percent of the total price.
- Reduced Maintenance - VRCs do not require the same level of monthly certified inspections as elevators, and general maintenance is relatively straightforward.
- Installation Flexibility - VRCs can be installed in existing elevator shafts, through floor openings, or even on the exterior of a building with minimal structural modification.
- Operational Speed - Because they are classified as conveyors, VRCs can often be integrated directly into automated production lines.
For a deeper dive into these differences, read: Vertical Reciprocating Conveyors (VRCs) Vs. Freight Elevators.
Feature #1: Finding the Ideal Lifting Mechanism
The lifting mechanism dictates the unit’s travel height, duty cycle, and price point. As a buyer, you should evaluate your facility’s throughput requirements to determine which option fits best with your workflow.
Hydraulic VRCs
Hydraulic systems generate lifting power by compressing fluid through a cylinder. They’re often the most cost-effective solution for two-story applications or mezzanines where travel distance is limited. BHS Hydraulic Cantilever VRCs are engineered for reliable vertical transport in spaces where continuous-duty cycles aren't necessary.

- Travel Height and Capacity: BHS lifts support a maximum standard vertical rise of 15 feet and are available in weight capacities of 3,000 lb (1361 kg) or 6,000 lb (2722 kg).
- Cantilever Design: The 2-post cantilever configuration provides a compact footprint and allows for flexible loading patterns, including 3-way access. We’ll discuss loading patterns in detail in the next section of this guide.
- Maintenance and Setup: With fewer moving parts than mechanical systems, they're simple to maintain and often ship fully assembled for quick deployment.
- Performance Speed: Standard models operate at a travel speed of 21 feet per minute, making them ideal for consistent, moderate-volume workflows.
Mechanical Straddle VRCs
Mechanical VRCs utilize an electric motor and drive systems to move the carriage. If your facility requires higher duty cycles or faster travel speeds, a mechanical lift is the standard choice.
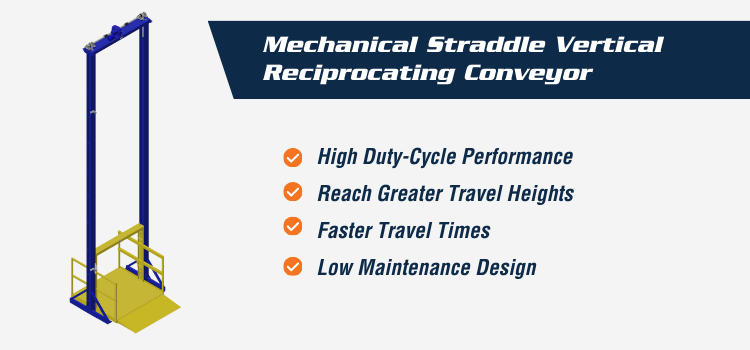
The Mechanical Straddle VRC from BHS is built for the rigors of multi-story distribution centers where the lift stays in near-constant motion. It utilizes heavy-duty roller chains for reliable lifts.
- Increased Vertical Reach: These units support standard travel heights up to 25 feet, making them better suited for demanding multi-level production lines.
- Straddle Configuration: The 2-post straddle design places the carriage between the guide columns for maximum stability and supports weight capacities of up to 6,000 lb (2722 kg).
- High-Throughput Speed: With a standard travel speed of 28 feet per minute, mechanical lifts deliver materials efficiently.
- Reliability and Safety: They're designed for frequent usage and include safety features like mechanical cam catches that prevent carriage drops in the event of chain failure.
Look for manufacturers that offer both options. This ensures you're not pushed into a mechanical system when a hydraulic one would suffice, or vice-versa.
At BHS, we engineer each lift to the specific needs of the application, ensuring that the lifting mechanism matches the anticipated cycle count. Our engineering team can also provide custom modifications to accommodate unique facility footprints or specialized capacity requirements.
Feature #2: Safety Compliance and Fall Protection
When sourcing a freight lift, the most important certification to verify is ASME B20.1. Beyond the standard, you should look for specific hardware features that protect both the equipment and the workers in the vicinity.
- Mechanical Drop Locks: Also known as safety cams, these devices immediately engage and lock the carriage to the guide beams if a lifting chain or cable loses tension.
- Velocity Fuses: In hydraulic systems, these fuses perform a critical fail-safe function by stopping the flow of fluid if a hydraulic line is compromised, preventing an unsafe descent.
- Access Interlocks: These electronic sensors ensure the carriage cannot move unless all gates and doors are fully closed and prevent any gate from being opened unless the carriage is present at that specific level.
- Safety Gate Compliance: These features are essential for preventing accidental falls into the lift shaft. For facilities governed by OSHA standards for conveyors, safety gates are absolutely essential.
Feature #3: Optimize Your Vertical Traffic Pattern
Material flow efficiency is often won or lost at the point of entry and exit. When planning your freight lift, consider the layout of your facility and how it determines the way goods move onto the carriage. Don’t assume that a simple front-loading design will work for every situation — that’s a common mistake that can impact throughput.
Industrial VRCs support several traffic patterns:
- C-Pattern: The carriage is loaded and unloaded from the same side. This is common for mezzanines where the loading dock and storage area are on the same face of the building.
- Z-Pattern: The carriage is loaded from one side and unloaded from the opposite side. A Z-pattern allows for a flow-through operation, which is excellent for moving goods from an arrival area to a processing area without reversing direction.
- 90-Degree Pattern: The carriage is unloaded from a side adjacent to the loading side.
- 4-Way Access: The carriage can be accessed from any side. This is only possible with specific structural frames.
Consider your daily requirements for material flow. If you are integrating the lift with a conveyor system, the traffic pattern must align with the horizontal flow of the belts.
BHS provides multiple access configurations to match the technical capacity of your installation footprint. To learn more about traffic patterns, read: Vertical Lift Traffic Patterns: Planning for VRC Material Flow.
Feature #4: Evaluate Structural Stability and Frame Design
The structural framework of your freight lift determines how much weight it can handle and how large the platform can be. There are three primary designs to consider (and discuss with a BHS engineer):
Cantilever Design
In a cantilever design, the carriage is supported by a single mast at the rear or side. This design has the smallest footprint and is ideal for tight spaces where you only have access to one side of the lift.
It’s frequently used for lighter loads and smaller carriages — but with that said, engineering matters. Cantilever VRCs are capable of handling loads weighing three tons or more.
Straddle Design
A straddle design places the carriage between two guide beams. It provides more stability than a cantilever and is the standard for most heavy-duty two-level applications. It allows for Z-pattern loading and provides a balanced weight distribution that is ideal for palletized freight.
Four-Post Design
The four-post design supports the carriage at all four corners. As a result, these units can move massive loads and support very large platform sizes. If you need to move oversized equipment or multiple pallets simultaneously, the four-post design might be the right option.
Feature #5: Maintenance and Total Cost of Ownership (TCO)
With any MHE, the upfront cost is only part of the equation. Because VRCs are built with heavy-duty steel and industrial-grade components, they are exceptionally durable, but they still require some upkeep.
Maintenance for a VRC involves lubricating chains or checking hydraulic fluid levels. Freight elevators tend to have cables that require frequent replacement or governor systems that need constant calibration.
By investing in a high-quality unit from the start, you avoid the hidden costs of downtime. Every hour that a lift is out of service is an hour that your vertical material flow is standing still.
Optimizing Vertical Storage in Warehouses, Manufacturing Facilities, and More
Freight lifts open up vertical space, which can help you improve throughput from day one. Of course, you need a system that’s designed for your workflow; “going vertical" won’t work if you don’t have a plan in place.
Our engineering team can help you find a solution for your operation — but first, we need to know some basics about the application. Call the BHS sales team today at 1.800.BHS.9500 or request a quote online to find the perfect freight lift for your facility.