We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies. Learn more.
Mechanical VRC or Hydraulic VRC? A Vertical Reciprocating Conveyor Buyer’s Guide
November 19, 2025
|
Categories: Blogs, Ergonomics, Manufacturing, Material Handling, Efficiency, Logistics, Conveyors
If you’re looking for ways to optimize space in your warehouse, shipping center, or other logistics operation, the right material handling equipment (MHE) can make a difference.
And if you’ve started reading this article, we’ll assume that you understand how a vertical reciprocating conveyor (VRC) can provide that difference (if not, be sure to read our article: Vertical Reciprocating Conveyors Vs. Freight Elevators).
Also known as a material lift, a VRC is a specialized freight lift designed exclusively to move products, equipment, and materials between facility levels. Since it’s intended for materials, it’s not subject to the same inspection standards as a freight elevator — VRCs are covered by different safety standards, namely ASME B20.1 — so VRCs tend to be less expensive to install and maintain.
For any business with a mezzanine, multiple stories, or complex conveyor systems, a VRC can unlock the full potential of vertical space, improving workflow and boosting operational capacity.
Choosing the right VRC, however, is a critical infrastructure decision that requires a thorough understanding of your operational needs. The central choice you’ll face is whether to invest in a mechanical VRC or a hydraulic VRC. To make that decision, you‘ll need to analyze your facility's physical layout, the weight and dimensions of your typical loads, and the frequency of your lifting cycles.
This buyer’s guide will walk you through the key decisions you need to make when purchasing a vertical reciprocating conveyor. If you’d rather speak directly with an engineer, we’re ready to help: call 1.800.BHS.9500 to explore custom material handling solutions.
Mechanical VRC vs. Hydraulic VRC: Key Considerations
Hydraulic VRCs utilize a hydraulic pump to push fluid into a cylinder, which acts on a piston to raise the carriage. Hydraulic tech is reliable, smooth, and cost-effective for most standard applications, so it’s the most common choice for two-level facilities (including operations with mezzanines). 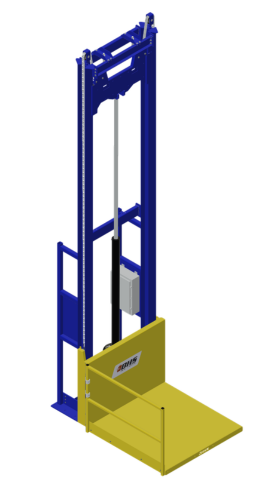
Traditionally, hydraulic MHE is considered noisy, but engineering can help to address that issue. Modern hydraulic systems like the Hydraulic Cantilever Vertical Reciprocating Conveyor (VRC-HC) are designed to run quietly with a minimal footprint.
Choose a hydraulic VRC if:
- You are lifting loads to a second story or mezzanine.
- Your application requires a moderate number of lift cycles per day. Hydraulic systems are robust, but mechanical units are a better choice for constant, high-frequency use.
- You’re primarily lifting materials with common dimensions and weights. The VRC-HC ships fully assembled with three carriage options sized for common materials such as pallets, carts, or AGVs.
Mechanical VRCs use a powerful electric motor and a heavy-duty roller chain or cable system to lift the carriage. They’re engineered for the applications where speed, power, and high frequency are the top priorities.
As with other types of MHE, mechanical VRCs tend to require a higher initial investment than hydraulic units. They can potentially have lower maintenance needs, but again, engineering will play a role.
Choose a mechanical VRC if:
- You need to serve multiple stories or require high vertical travel.
- You’re lifting exceptionally heavy loads.
- You’re lifting loads with unconventional dimensions.
- Your operation requires high speeds and frequent, continuous-duty cycles, for example an automated manufacturing environment.
Mechanical lift components provide exceptional travel times, which can impact your return on investment — BHS Mechanical Straddle Vertical Reciprocating Conveyors (VRC-MS) can move loads between levels at a rate of 28 feet per minute (8.5 meters per minute). 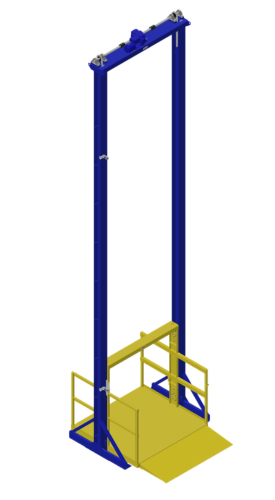
VRC Structural Design and Footprint
The lifting mechanism is important, but the structural design is critical: The VRC’s frame will determine how it can be loaded and unloaded. In other words, the design will directly impact your workflow — and the best practice is certainly to design for a certain workflow, rather than force your personnel to “figure it out" when the unit’s installed.
If you haven’t considered VRC traffic patterns, this article will provide you with an overview of the five most common material flows: Vertical Lift Traffic Patterns: Planning for VRC Material Flow.
The most common designs for VRCs are intended to support those traffic patterns:
- Straddle Design: The lift carriage travels between two guide beams (masts). That evenly distributes the load's weight, making it exceptionally stable and ideal for very heavy loads and large platforms. However, the guide beams on either side typically limit access to the front and back of the carriage. This makes the straddle design perfect for simple, efficient, straight-through loading patterns (such as the Z-Pattern).
- Cantilever Design: The carriage is mounted to a single-sided mast or set of guide beams. As a result, cantilever VRCs offer a significantly smaller footprint, so they work for tight spaces or when retrofitting units into existing facilities. The primary advantage is flexibility, as a cantilever design allows for loading and unloading from up to three sides (front, left, and right).
- Four-Post Design: For the largest and heaviest loads, a four-post VRC offers a greater degree of stability. The platform is supported by a guide beam at each corner — it functions like a heavy-duty table. This design can handle massive platforms and extreme weight capacities (for example, automotives, large machinery, or multiple pallet loads at once). Depending on the configuration, it can allow for loading from any of the four sides.
Beyond the core mechanism and frame, several other factors will determine whether your VRC integrates seamlessly and safely into your operation. Safety is certainly one of the most crucial, so let’s look at a few key features.
VRC Safety Features: Engineering for Compliant Operation
When you install a VRC, you are investing in some seriously powerful industrial infrastructure. At BHS, every Vertical Reciprocating Conveyor we build is engineered to meet and exceed ASME B20.1, the Safety Standard for Conveyors and Related Equipment.
We equip every BHS VRC with multiple, redundant safety systems to provide peace of mind (along with efficient, ergonomic operation). Safety features of BHS VRCs include:
- Emergency Drop Locks: Drop locks automatically engage to prevent the carriage from falling in the unlikely event of a primary lift system failure.
- Velocity Fuse: A specialized valve is designed to detect any sudden increase in hydraulic fluid flow — such as from a breached hose — and immediately stop the flow to prevent uncontrolled descent of the carriage.
- Proximity Sensors: These sensors keep carriages from stopping in the wrong place, preventing gaps in loading/unloading positions.
- Mechanical Interlocks and Position Sensors: Locks and sensors work together to prevent access to the travel paths while carriages are moving.
- Simple Push-Button Controls: We design our control stations to be intuitive and easy to operate. Clear, simple push-button controls reduce the risk of operator error and support healthy ergonomics. Touchscreen controls are also available.
VRCs can be outfitted with additional safety features, including visual and audible alarms to maximize awareness during operation.
Custom VRCs From a U.S. Based Manufacturer
“Off-the-shelf" VRCs aren’t really an option for many facilities — units will need some degree of customization. Specifying the exact carriage dimensions, weight capacity, gate configuration, and control systems will help you minimize the unit’s footprint. For specialized environments, you might also need features like spark-proof materials for hazardous locations or controls that integrate directly with your Warehouse Management System (WMS) or other automated equipment.
When investing in critical infrastructure like a VRC, you need assurance that your new equipment will deliver on day one. As a family-owned, U.S.-based manufacturer, we’re proud to work directly with both our dealer partners and end users to create custom solutions for each facility.
That includes:
- Application-Specific Carriages: We can design platforms of any size and capacity, with features like specialized non-slip surfaces, integrated roller conveyors for automated loading, or custom fixtures to secure unique loads.
- Advanced Systems Integration: Our controls can be designed to integrate directly with your Warehouse Management System (WMS) or other automated equipment, allowing your VRC to become a seamless part of a larger, facility-wide system.
- Specialized Environmental Options: We regularly build VRCs for specialized environments, incorporating features like food-grade stainless steel materials for sanitary applications or spark-proof components for hazardous locations.
- High-Drive Motors, Optimized Gate Configurations, and More: If you can dream it, we can build it. BHS engineers take the time to understand each operation’s unique needs so that each VRC is a purpose-built solution, perfectly integrated into the facility's existing workflow.
With fast lead times and robust aftermarket support, we help operations ensure that by “building up,” they’re able to create more versatile, efficient facilities — and intelligently maximize vertical space.
Ready to outfit your operation? Contact the BHS sales team at 1.800.BHS.9500 or request a quote online to start designing your vertical reciprocating conveyor system today.
